Design for Manufacture, Assembly, & Installation
Why installation must be designed, not left to downstream improvisation.
In From ETO to CTO, we argued that construction must move away from bespoke project delivery and toward a Configure-to-Order marketplace. In What Modularity Really Means, we argued that this shift depends on shared interfaces. In Mated Physical & Social Technologies, we argued that those interfaces must be supported by institutional coordination. In Degrees of Freedom, we argued that good systems do not maximize raw possibility, but structure it so useful action becomes easier. This essay applies that logic to one of the most persistent bottlenecks in offsite construction: installation.
In North America, offsite construction firms have not yet successfully engaged Design for Manufacture & Assembly (DfMA). The industry’s survival requires it to expand past it, into DfMA + Installation (DfMA&I).
If demand for affordable housing is at a historic high (and if offsite construction is widely described as the only viable way to make new housing affordable again) then a basic question deserves a direct answer: why aren’t offsite firms scaling? Why do so many stall after a handful of projects, or fail outright, even when the market is clearly asking for more?
In most industries, when demand spikes and a production method is demonstrably faster, safer, and more cost-effective, firms expand into new markets at breathtaking rates.
- Capacity grows.
- Unit costs fall.
- Supply chains stabilize.
- Distribution networks mature.
Offsite construction should be in the midst of that transition. Instead, the North American offsite market keeps reproducing a familiar pattern: every project is a new prototype, every job reintroduces coordination risk, and “success” often depends on extraordinary teams doing extraordinary work under extraordinary pressure. That is a warning sign that something upstream is structurally wrong.
A partial explanation is uncomfortable but necessary: much of what North Americans call “offsite” is not genuine manufacturing1. In mature manufacturing sectors, companies sell bounded products from catalogs. The appearance of catalogs is an industry-wide trailing signal that product definitions are stable, options are constrained, and production work has been engineered for repeatability.
Yet many offsite firms cannot sell from a catalog because their business model remains anchored in client-specific scope and design services. They hold design contracts (the hallmark of a professional service model) and do not engage in the sale of goods. If one takes a cursory look at the production photos on many offsite websites, the shop floor often looks less like a factory and more like a jobsite under a roof: studs & sheet goods, nail guns & cordless drills… all field-style fastening and field-style improvisation. That is indoor construction. It may reduce weather exposure, but it does not, by itself, create the learning loops and stability that let products scale.
Attachments in modern manufacturing are slotted connections or bolts. Assembly line workers use calipers, not tape measures. Where are the photos of offsite workers fastening sub-assemblies with pre-drilled slotted connections?

Indoor Construction tools (image credit: Clayton Homes) 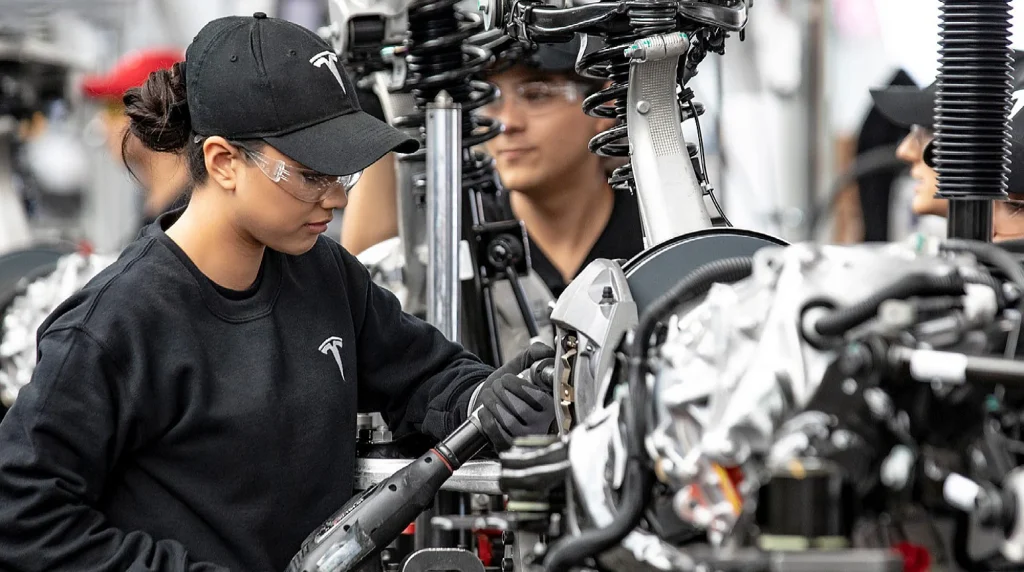
Manufacturing tools (image credit: Tesla) 
Indoor Construction attachment with nail gun (image credit: Clayton Homes) 
Manufacturing attachment with slotted connections (image credit: Tesla) 
Indoor Construction fabrication with tape measure (image credit: Clayton Homes) 
Manufacturing attachment with automated welding (image credit: Tesla)
This distinction matters because it reveals the deeper problem. A sector cannot fully practice “design for manufacture and assembly” if it is not manufacturing. It can improve workflow and reduce waste, but it cannot capture the compounding gains that come when products repeat cleanly and knowledge accumulates across iterations.
DfMA carries a blind spot that becomes fatal in buildings. DfMA assumes assembly is the terminal act of value creation. That assumption works in industries where final integration happens in controlled environments, where variability is handled inside the factory’s control zone. Buildings are different. In construction, the ‘last mile’ happens outside that controlled zone, where weather, access, and coordination dominate. Variability concentrates at installation steps: engaging weather, access, staging, schedule, workforce, jurisdictions, inspections, and the constant friction of coordination. If offsite is going to scale, then “assembly in the factory” cannot be treated as the end of the story.
This is why the CfOC argues for an expanded discipline: Design for Manufacture, Assembly, and Installation (DfMA&I). In 21st-century offsite delivery, installation is the terminal act of value creation. Installation can’t be treated as a downstream project-management concern2. It has to be designed from the start, with its own rules of thumb, deliverables, known limits, and pass/fail checks.
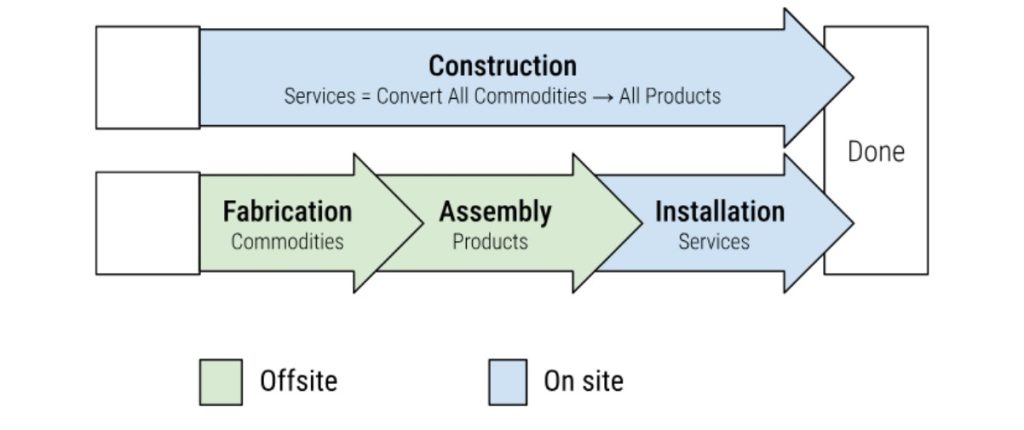
That reframing becomes clearer when we notice that “site” has changed. In traditional construction, site means a parcel of land, and installation is incremental; design decisions are continuously reconciled against soil, weather, utilities, access, and trade sequencing. Many interfaces are resolved in situ through coordination and improvisation. In offsite delivery, the building arrives internally resolved. “Site” increasingly functions as an elevated, engineered platform: the foundation, the utility stubs, and the physical and regulatory conditions required. Installation is no longer “building on land.” It is system integration atop a foundation.
Once “site” becomes “platform,” risk migrates upstream. Many risks traditionally associated with field execution become preconditions of installation success: foundation dimensional accuracy replaces field framing tolerance; stub location and access logic replace ad hoc trade sequencing; crane lift plans replace weather-adjusted gantt charts3; interface completeness replaces craft improvisation. In this context, installation quality is determined less by the heroics of site labor and more by the precision and completeness of the platform and interface logic. The platform becomes the highest-risk artifact when it is not designed with DfMA&I discipline.
From a DfMA&I perspective, installation is less like ‘building’ and more like docking two finished systems together. That only works when the site platform is laid out with explicit dimensions and tolerances (allowed small errors), clear reference points, and connection locations you can actually reach, inspect, and fix if something is off. It must be designed for access, inspection, and error recovery.
When installs fail, the common failure modes are not “site problems” in the sense contemporary contractors may describe. These common oversights are DfMA&I design omissions:
- misaligned anchors;
- elevations that contradict finished-floor assumptions; stubs that are placed “correctly” relative to drawings but incorrectly relative to physical access;
- connection logic that requires rework because tools cannot physically reach interfaces;
- latent conflicts between platform sequencing and module delivery timing.
… each issue is common in ETO, and overlooked as a simple accident. More importantly, they are predictable consequences of ambiguity under pressure.
This is also why installation is the moment of irreversibility in offsite delivery. Internal systems are already closed.4 Structural logic is already fixed. Finish systems are already complete.
- In traditional construction, teams often work around errors through local improvisation… fixes can be absorbed over time as the building comes together.
- In offsite delivery, installation errors can propagate backward into manufacturing assumptions, while responsibility fragments across designers, manufacturers, and site teams.
…DfMA&I insists that the platform and the product must be designed so that installation success is the default condition. Productized delivery cannot be the result of special expertise, special effort, or luck.
DfMA&I, therefore, asks for a specific set of outputs that many U.S. offsite offerings still do not reliably provide. Manufactured products in other sectors ship with mature installation manuals because manufacturers cannot scale if every install requires high-touch support. Manuals are the Configure-to-Order distribution strategy. They communicate product dimensions, required clearances, access-panel locations, sequencing, tool assumptions, inspection points, and go/no-go checks. They translate hard-won knowledge from “people’s heads” into artifacts that enable a broad workforce to succeed. A dishwasher, heat pump, or electrical panel arrives with installation logic because the manufacturer wants correct installation to be more likely than incorrect installation, even under time pressure and skill variability.
A Configure-to-Order (CTO) marketplace features offsite products (i.e. mods, pods, and panels) at that installation-manual maturity. It solves construction’s Silver Tsunami,5 ensuring that an installation workforce cannot be a scarce specialty trade if the sector intends to scale across regions. If offsite products’ installation requires an elite caste of specialists (with long apprenticeships and tacit knowledge), then the industry has recreated the very Engineer-to-Order dynamic it claims to be leaving behind. DfMA&I is, in this sense, CTO’s labor strategy as much as a design strategy: it shifts from craft knowledge toward productized knowledge in interfaces and playbooks, making high-quality outcomes possible with minimally trained installers and predictable sequences.
This is where CTO marketplaces become either possible or impossible.6 CTO only works when product boundaries are explicit: what connects to what, how it connects, required tolerances, required clearances, sequencing, access logic, and workforce assumptions. When those requirements remain implicit, or are reinvented on every project, every job becomes custom again. Platform errors destroy repeatability. Learning loops break. Scaling collapses.
DfMA&I acknowledges that, in manufactured building delivery, the jobsite must behave like a factory interface.
At the Center for Offsite Construction, we see this as a fundamental flaw in the U.S. offsite market. The industry has tried to scale offsite projects rather than offsite products with explicit interfaces and installation logic. Our work aims to close that gap through technical standards, legal agreements, and new file types that make reliable design and delivery easier. Together, these layers create the conditions for a real CTO ecosystem, one in which installation becomes procedural rather than interpretive, and learning compounds instead of resetting.
To learn more about how the CfOC is treating installation not as downstream improvisation, but as a designed interface in a real product ecosystem:
- To see how the CfOC is defining the physical tolerances, connection points, and handoff conditions that make installation more repeatable, see “Modular Interoperability & Interface Standard” and “Panel Interface Standard.”
- To see how the CfOC is supporting installation with clearer scope, responsibility, and risk allocation across firms, explore “Transition from Common Law to Uniform Commercial Code (UCC)” and the “Handshake” whitepaper. (Especially the chapter that introduces “Legal Matelines”.)
- To see how the CfOC is turning installation knowledge into repeatable digital structure rather than tacit field judgment, read the “Configurator File Type” project and the “Designing the Rule Layer” whitepaper.
- Note that most common definitions of manufacturing describe a large-scale, iterative process that produces finished products. (Wikipedia: “….transformed into finished goods on a large scale…“, Investopedia: “…conversion of raw materials into finished products.”, the Precision Machined Products Association: “to convert raw materials into finished goods.“, etc.). ↩︎
- For more, see Reclaiming Means & Methods. ↩︎
- Gantt charts are commonly considered illustrations of the critical path method (CPM), or critical path analysis (CPA). CPM is an algorithm for scheduling a set of project activities, and commonly used on ETO building projects. A critical path is determined by identifying the longest stretch of dependent activities and measuring the time required to complete them from start to finish. See more at Wikipedia. ↩︎
- In a CTO system. This is also the ideal in ETO, but often not the case due to the inspection requirements. ↩︎
- “Silver Tsunami” refers to the massive wave of Baby Boomer professionals, including skilled tradespeople and business owners, retiring, causing severe labor shortages, knowledge loss, and ownership transitions. More at this Seattle Times article. ↩︎
- As an aside: “What Modularity Really Means” makes a related point — that early 21st-century offsite in the U.S. often confuses modularity with shipping volumetric units, rather than standardizing shared interfaces that allow disparate firms to connect products cleanly. ↩︎